

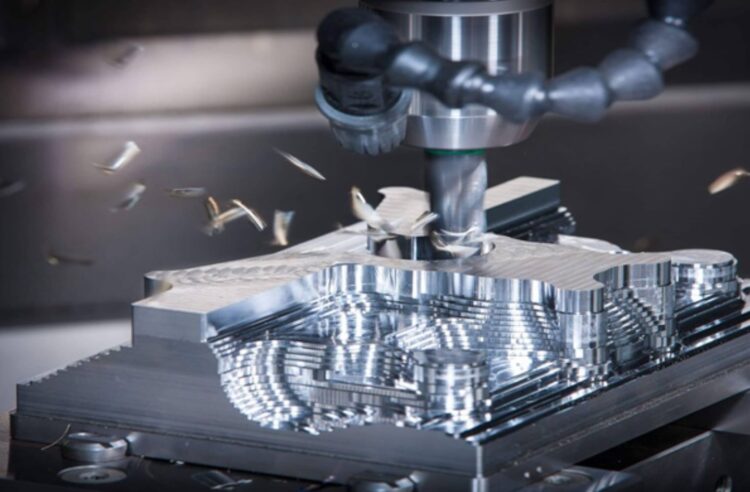
Aluminum is an absolute must in any machine shop. It is currently one of the easiest to process metals out there, so it can be machined quickly and efficiently. Which type of aluminum is best for your next project depends on many factors, including workability, corrosion resistance, strength, weight, etc. To help you make your choice, let’s take a closer look at them we use every day and the benefits they might bring to your next project. This article is from Wayken Rapid Manufacturing, if you want to know more Aluminum Machining details and deserve more aluminum prototypes, you can visit this website.
1. How to Machine Aluminum?
Which aluminum is best for machining? Aluminum is one kind of metal with different shapes and grades. Different aluminum grades have different machinability. Choosing what type of aluminum grade? You must consider how you are planning to use metals. The following are some common types and some notes on machinability:
a. AL 2024
It has a very high strength-to-weight ratio, so you will see it in applications under pressure. Its machining performance is very good, but you need to pay attention to one thing: At the end of heavy cutting, it may chip due to tool breakage. An example of a possible problem area is when performing full-diameter grooving. You may need to adjust the tool path to soften the exit to prevent this. The chips are generally nice, they aren’t too strict (but everything is relative). It is not weldable and has average workability. AL 2024 has poor corrosion resistance and is not suitable for anodizing.
b. AL 5052
This is something very soft and is usually used in forming applications. Usually, you will get this in sheet form. The fatigue strength of it is higher than most other aluminum species. It has excellent resistance to marine atmosphere and saltwater corrosion and excellent processability. It’s not terrible, but you need to be careful of stickiness. It can quickly block tools. Please ensure that your tool is very sharp on this material and well lubricated, otherwise, the surface will be scratched and there is a risk of blowing up the tool. Keep the tool sharp, you can get a bright mirror finish without problems.
c. AL 6061
This is the total staple used for processing. The most widely used heat-treatable aluminum alloy, while retaining most of the high-quality aluminum. This is probably the most common stuff you can easily find in a machine shop. You should still carefully make very large incisions, there is a risk of chipping. The harder this material, the easier it is to process. T4 is ideal for processing, but T6 is close behind. Compared with aluminum in 2011, the cutting performance indexes of these tempers are 90% and 80% respectively. It’s got good workability under annealing conditions.
d. AL 7075
This is extremely popular in structural components such as aircraft wing spars and bicycle frames. This is one of the highest strength alloys available. It’s got an excellent strength-to-weight ratio, and it is very suitable for high-stress parts. Its mechanical properties are very good; although not as good as 6061, not as bad as 5052. You are more likely to get a smoother but dull gray.
2. Cutting Tools for Aluminum

a. Cutting Tool Material – Carbide
Aluminum is soft-cut, which means that the tool will not be subjected to a strong impact when cutting. It is essential to maintain a sharp edge. For material properties, we choose hardness over toughness. To maintain the sharpness of the edge, we need a smaller grain size to maximize the edge. More cobalt means harder tools, and less cobalt means harder tools. Therefore, we are basically just looking for cemented carbide tools with large grain size and low cobalt content.
b. Flutes
For solid carbide end mills, three flutes are 98% of the time. Chip evacuation is synonymous with aluminum games. The 3-row flutes allow you to achieve a perfect balance between tool strength and chip evacuation.
c. Helix Angle
For roughing, a lower helix angle of about 35 degrees works well. For finishing, it should have a higher helix angle of 45 degrees. Of course, more heat will be generated, but who cares about light feed with high feed rates? For things that can be roughed and finished at the same time, use a helix angle of 40 degrees.
3. Tips for Efficient Aluminum Machining

a. Calculate the Correct Feed and Speed
Cutting aluminum requires a higher spindle speed, which may exceed the limits of CNC machine tools. If the feed rate is too slow, it will cause friction and shorten the life of the tool. If the feed speed is too fast, it will increase the burden on the machine and cause damage to the machine. The feed and speed calculator will help you determine a more accurate speed.
b. Use Carbide Drills with Smaller Diameters
Cemented carbide is a more rigid material and an ideal solution for drill bits. Drills with smaller diameters can prompt fast machining. The rigidity of cemented carbide is another benefit because it prevents potential tool deflection.
c. Keep a Stable Temperature
Aluminum is more susceptible to temperature changes, so it is best to use hardware and software that can maintain the temperature at an acceptable level.
d. Reduce the Number of Flutes
Excessive chip flutes can cause chips to pile up too tightly, which can exacerbate the chip problem. Switch to up to three chip flutes during aluminum processing.
4. Surface Treatments on Aluminum

At companies such as WayKen, they can provide secondary processing and typical aluminum surface treatment operations, such as sandblasting, shot blasting, polishing, anodizing, oxidation, electrophoresis, chromate, powder coatings and painting. There are some different types of surface finishes as bellows:
a. Sand Blasting
Before sandblasting, the manual sanding process needs to be completed, and then the range of sandblasting with glass sand is 120# to 180#. This is an operation that forces the abrasive flow to the surface under high pressure to smooth the rough surface and shape the surface.
b. Anodizing
Anodizing improves corrosion resistance and wear resistance, and has better adhesion than bare metal coatings. Engineers usually use the anode film to add cosmetic effects for machined products and parts.
Machining Aluminum in Our CNC Machine Shop

When machining aluminum, the main tool issues are: minimizing the tendency of aluminum to adhere to the cutting edge of the tool; ensuring good chip evacuation from the cutting edge; and ensuring that the core strength of the tool is strong enough to withstand cutting forces without breaking. Both high-speed steel and cemented carbide (mainly fine-grained) straight grade (K) are the most common tools that can be used for machining alu alloys. The latter tool considerably reduces the adhesion layer accumulated on the edge of the tool in the chip flow direction. We use 5-axis machines such as Haas UMC 750 and Haas VF-5SS and conventional milling equipment.
When machining, one of the main failure modes of cutting tools is that the material being cut adheres to the cutting edge. This situation will quickly reduce the cutting ability of the tool. The build-up edges created by the adhered aluminum will dull the tool, so the material can no longer be cut. Tool material selection and tool coating selection are the two main techniques used by tool designers to reduce the occurrence of build-up edges.










